0760-22625462 / 0760-22623462 / 13352835238
全国服务热线 欢迎来电咨询洽谈
0760-22625462 / 0760-22623462 / 13352835238
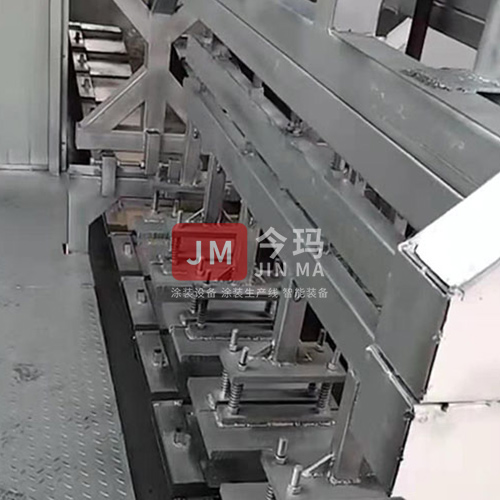
(1)涂装生产线全线工件输送系统采用空中悬挂和地撬相结合的机械化输送方式。它运行平稳、快速、方便。采用PLC可控编程,根据生产过程的实际要求进行编程控制——实现现场总线中心监控分区自动实现转移操作。
涂装生产线主要由前处理电泳线、封底涂装线、中涂线、面涂线、整理线及其干燥系统组成。
(2)涂装线七大部件主要包括:前处理设备、喷粉系统、喷涂设备、烘箱、热源系统、电控系统、悬挂输送链等。
1、前处理设备
喷淋式多工位预处理机组是一种常用的表面处理设备。其原理是利用机械精练加速化学反应,完成脱脂、磷化、水洗的过程。钢件喷涂预处理的典型工艺流程为:预脱脂、脱脂、水洗、水洗、表面调理、磷化、水洗、水洗、纯水洗。前处理也可采用抛丸机,适用于结构简单、腐蚀严重、无油或低油的钢件。而且没有水污染。
2.喷粉系统
喷粉中的小旋风+滤芯回收装置是一种颜色变化较快的粉末回收装置。喷粉系统关键部件推荐采用进口产品,喷粉室、电动机械升降机等部件均采用国产。
3.涂装设备
如油喷漆房和水幕喷漆房广泛应用于自行车、汽车板簧、大型装载机的表面涂装。

4.烤箱
烘箱是涂层生产线中的重要设备之一,其温度均匀性是涂层质量的重要指标。烘箱的加热方式有:辐射、热风循环和辐射+热风循环等,根据生产程序可分为单室式和贯通式等。设备形式有直通式和桥式类型。热风循环烘箱保温性能好,炉内温度均匀,热损失小。经测试,炉内温差小于±3oC,满足同类产品的性能指标。
5、热源系统
热风循环是一种常见的加热方式,它利用对流传导原理加热烘箱,使工件干燥固化。热源可根据用户具体情况选择:电、蒸汽、燃气或油等。热源箱可根据烤箱情况确定:置于顶部、底部和侧面。如果生产热源的循环风机是一种特殊的耐高温风机,它具有寿命长、能耗低、噪音低、体积小等优点。
(3)工艺流程
涂装生产线工艺流程分为:前处理、粉末喷涂、加热固化。
1.前期制作
处理前,有手动简单流程和自动预处理流程。后者分为自动喷涂和自动浸渍喷涂两种工艺。工件在喷粉前必须进行表面处理,去除油污和锈迹。本节所用化学品较多,主要有除锈剂、除油剂、表面调整剂、磷化剂等。
在涂装生产线的前处理工段或车间,应注意制定必要的强酸强碱采购、运输、储存和使用制度,为工人提供必要的防护服、安全可靠的服装、搬运、设备和制定1.发生事故时的应急措施和救援措施。其次,在涂装生产线的预处理工段,一体化污水处理设备含有一定量的废气、废液等三废。因此,在环保措施上,需要配置抽气、排水和三废处理装置。
2、预处理工件的质量,因为预处理液和涂装生产线的工艺流程不一样,质量应该是不同的。对于处理好的工件,表面的油污和锈迹都会被去除。为防止短时间内再次生锈,一般应在以下前处理步骤中进行磷化或钝化:喷粉前还应进行磷化处理。将改性后的工件干燥以去除表面水分。小批量单件生产一般采用风干、日晒、风干。对于质量流操作,一般采用低温干燥,使用烘箱或烘道。
组织生产
3、小批量工件一般采用手动喷粉装置,大批量工件一般采用手动或自动喷粉装置。无论是手动喷粉还是自动喷粉,控制质量非常重要。必须保证被喷工件上粉均匀,厚度均匀,防止喷薄、漏喷、擦伤等缺陷。
在涂装生产线中,要注意工件的挂钩部分。固化前应尽可能将附着在其上的粉末吹掉,以免钩子上多余的粉末凝固,固化前应清除部分残留粉末。实在困难时,应及时剥掉挂钩上的固化粉膜,确保挂钩导电良好,以便下一批工件容易上粉。
(4)固化过程
此过程中的注意事项如下:如果喷涂工件是小批量生产,请在进入固化炉前注意防止粉末脱落。烘烤时严格控制工艺、温度和时间,注意防止色差、烘烤过度或时间过短造成固化不充分。
对于大批量自动输送的工件,进入烘道前要仔细检查有无漏料、变薄或局部擦粉现象。如发现不合格件,应停机,防止进入烘道,并尽可能清除重喷。如果个别工件因喷涂薄而不合格,可在固化出烘道后重新喷涂并再次固化。
(5)涂装流水线工程的应用特点:
涂装流水线设备适用于工件表面的涂装和喷涂处理。多用于单件或小批量工件的涂装。与悬挂输送机、电动轨道小车、地面输送机等输送机械配套使用,形成输送作业。
工程工艺布置:
1、喷塑线:上输送链-喷涂-烘干(10min,180℃-220℃)-冷却-下部
2、喷漆线:上输送链-静电除尘-底漆-流平-面漆-流平-干燥(30min,80℃)-冷却-底部
喷漆主要有油淋式喷漆房和水帘式喷漆房,广泛应用于自行车、汽车板簧、大型装载机的表面涂装。

地址 ↓
中山工厂:中山市东凤大道52号万视达工业园
佛山工厂:佛山市南海区里水镇棠白路棠溪工业园1号
电话:0760-22625462 传真:0760-22623462
手机:13352835238
网址:www.jmtzjd.com
邮箱:gzjmtz@163.com

微信公众号