0760-22625462 / 0760-22623462 / 13352835238
全国服务热线 欢迎来电咨询洽谈
0760-22625462 / 0760-22623462 / 13352835238
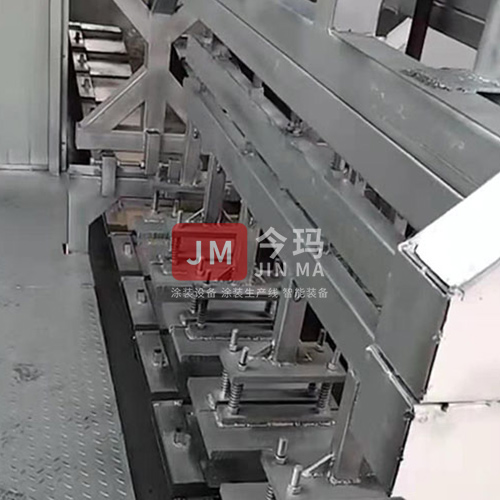
工件涂装的预处理过程之间的锈蚀逆转问题已成为客户关注的问题。工件生锈后,直接影响预处理膜的质量,进而影响涂装效果。因此,如何做好工序间的防锈,是涂装前处理的重点工作之一。
(包括酸洗工艺)典型的无磷预处理工艺流程:
预脱脂主脱脂洗涤1-(酸洗)-洗涤2-(洗涤3)-硅烷/陶瓷处理洗涤-洗涤4-洗涤-排水-电泳/粉末喷涂/油漆
涂装线工序之间生锈的主要原因如下:
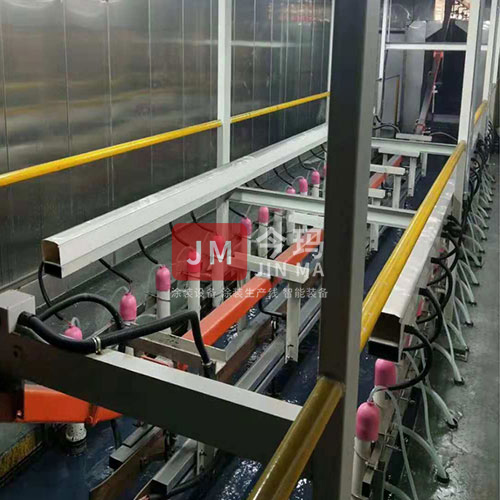
1.主除油后,用1号溢水洗净太大
原因分析:在工件进入硅烷/陶瓷罐之前,如果溢流水太大,罐液的pH值可能呈弱酸性,导致工件生锈。
对策:适当调节溢流水流量,以控制罐内液体的pH值;在聚氨酯产品中适当添加防锈剂。
2.酸洗前处理,水洗2不足
原因分析:在工件进入硅烷/陶瓷罐之前,如果水洗液2不足,则残留在工件表面的酸将导致工件生锈。
对策:适当添加防锈剂。

三、车间温度过高
原因分析:夏季车间温度过高,会造成水洗槽水温升高,超过35℃时,工件表面会出现闪锈。
应对措施:保持车间通风干燥,温度保持在35℃以内;适当增大水洗槽溢流水的流速,降低水温;适当添加防锈剂
四、主脱脂后水洗时间过长(3道水洗)
原因分析:夏日气温很高,湿度较大,采取3道水洗,工件若长时间暴露在潮湿空气中,可能导致返锈。
应对措施:适当添加防锈剂。
五、沥干时间过长
原因分析:沥干时间过长导致工件长时间暴露在潮湿空气中,导致工件生锈。
应对措施:沥干区增加吹风装置,或减少工件在沥干区停留时间;在水洗5中添加少量防锈剂
六、紧急停线
原因分析:紧急情况下生产线停工时,工件长时间暴露在空气中会导致生锈。
对策:恢复生产后,应手动抛光工件表面的锈蚀,然后再进行处理。

地址 ↓
中山工厂:中山市东凤大道52号万视达工业园
佛山工厂:佛山市南海区里水镇棠白路棠溪工业园1号
电话:0760-22625462 传真:0760-22623462
手机:13352835238
网址:www.jmtzjd.com
邮箱:gzjmtz@163.com

微信公众号