0760-22625462 / 0760-22623462 / 13352835238
全国服务热线 欢迎来电咨询洽谈
0760-22625462 / 0760-22623462 / 13352835238
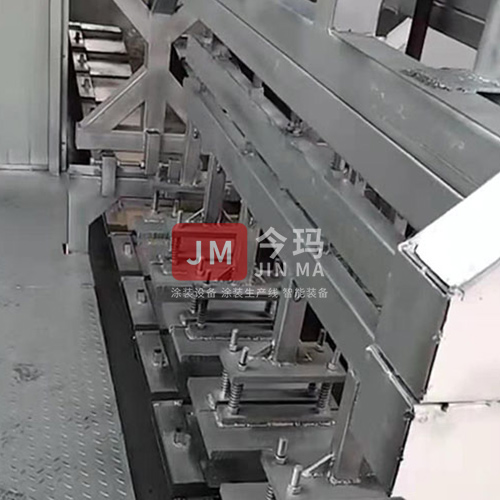
喷涂过程中电泳设备的电压主要取决于电泳漆的类型,另外,它还与极距,极面积比,浴温等因素有关。因此,在投入生产之前,电泳设备厂家应进行测试以选择合适的电压计划。
电压的大小对电泳涂膜有很大的影响。通常,当电极之间的电压高时,电场的力强,并且电累积的量也增加。但电压过高,涂膜厚度太大,膜层粗糙。烘烤后,外观很差。当电压高到跨越“损坏电压”时,堆积出的漆膜被击穿,电解反响加重,电极外表发生很多气体。此刻,涂膜十分粗糙,存在大盆气孔,这么的涂层已达不到装修和维护的意图了。

在实习出产中,电泳涂装的通电办法一般有两种,即恒电压法和恒电流法。
(1)恒电压法.所谓恒电压法,就是在开始通电时.在南北极间施加额外的电泳电压。并一向坚持到完毕。因而,前期脉冲电流很大,构成一峰值,膜厚增加也很快。跟着漆膜厚度的增加,漆膜电阻值活络增大,电流则很快削弱。这时,漆膜厚度的增加也减慢下来,毕竟趋于安稳。
恒电压法的利益是在电泳过程中,操作比较简单,但该办法前期堆积速度太快,构成漆膜粗糙,供烤后外观欠好。一起,恒电压法因为存在冲击电流,所以央求整流电源的容量要很大。而实习上,电泳涂装在大多数时刻内并不需要这么大的容量,致使电源设备才华的糟蹋。
(2)恒电流法.恒电流法就是在电泳涂漆过程中,电流密度值坚持安稳,也就是电流密度不随时刻改动。在电泳过程中,为坚持必定的电流密度,电压需不断的增加,这么,漆膜的增加是匀速的。试验标明,恒电流法能够在堆积功率和漆膜外观等方面,供给的归纳作用。可是,出产操作略为杂乱。
总之,恒压法和恒流法各有优缺点。就感应而言,使用恒定电流方法,但在电泳过程中难以控制电流。如今,通常使用两者中较长的一个,即使用预电流控制方法,并在累积开始时使用低电压,以使浪涌电流不会太大,然后再施加电压。逐渐增加到附加值。

地址 ↓
中山工厂:中山市东凤大道52号万视达工业园
佛山工厂:佛山市南海区里水镇棠白路棠溪工业园1号
电话:0760-22625462 传真:0760-22623462
手机:13352835238
网址:www.jmtzjd.com
邮箱:gzjmtz@163.com

微信公众号