0760-22625462 / 0760-22623462 / 13352835238
全国服务热线 欢迎来电咨询洽谈
0760-22625462 / 0760-22623462 / 13352835238
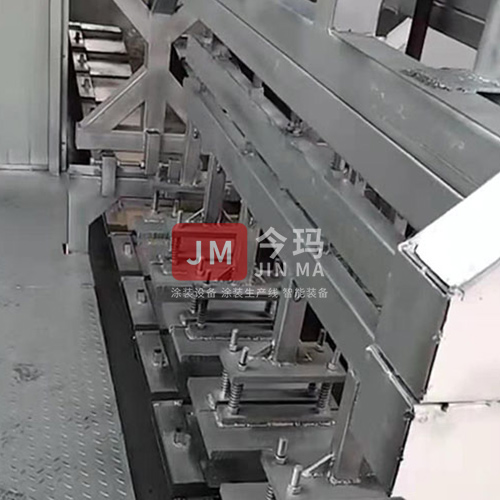
目前,由于缺乏维护知识,例如许多电泳涂装线的工艺管理(意识)差,在生产电泳涂料之后直接发生了各种问题。本文以笔者的经验,针对电泳涂装线的工艺管理要点进行简述,希望对需要了解电泳涂装线工艺设备维护的朋友有所帮助。各道水洗的更换:建议对各道水洗要经常更换。

一、电泳工艺水洗经常更换的好处如下:
1)脱脂后水洗水的经常更换,会尽可能减少油污带入下道工序,尤其是减少带入电泳槽液中,进而导致出现缩孔问题;
2 )电泳后水洗水的经常更换,会减少干漆迹和二次流痕的出现。更换频次建议每班一次(一班满负荷生产时)。个人建议在电泳下线时采用新鲜纯水洗喷淋水洗(或高压水枪喷淋纯水洗),会对电泳漆膜外观有很好的益处。
3 )各道水洗槽建议开溢流槽或溢流孔,以方便表面脏污(浮油、灰等)流出。
二、关于预处理:建议工件上线前做预处理。
包括抛光除锈,预清洗和脱脂,使工件表面没有明显的锈蚀,重度锈蚀,也没有明显的油污。特别是,脱脂槽没有一个循环或循环不良,加热效果不好。有必要加强预洗。只有这样,才能达到良好的脱脂效果。有效的预处理还可以缩短脱脂时间,延长脱脂浴的使用寿命,并确保脱脂效果。
三、污水排污槽。
许多电泳涂装线在安装设备时忘记在每个水箱周围安装污水排水箱,这将直接导致污水无法排放的问题。同时,建议在电泳离线时离开排水箱站。目的是方便电泳工件的离线干燥,并且在该工位进行手动喷涂清洁可以改善漆膜的外观。磷化:磷化槽液为强酸性,因此磷化槽体必须加防腐衬里,对处理方式建议尽可能采用喷浸结合式,不建议只采用喷淋方式,可只采用浸渍处理。
喷淋方式处理的话,由于喷淋挥发较大,对磷化槽液的参数控制要求较高。志邦电泳公司建议磷化槽内设循环系统,循环泵采用不锈钢或者塑料材质,循环量2次/小时,扬程30米左右,实在不行也可以考虑用压缩空气塑料管深入槽液中进行手工搅拌。很多电泳涂装线一般没有磷化除渣装置,除渣时采用静置一段时间后用潜水泵倒槽来除渣,建议可以考虑增加一个高位槽沉降除渣或建双磷化槽。磷化的加温方式同脱脂,不建议直接用蒸汽或烟道气加热熔池,这将导致磷化组分的沉淀产生更多的沉积物,从而影响熔池参数的稳定性。

地址 ↓
中山工厂:中山市东凤大道52号万视达工业园
佛山工厂:佛山市南海区里水镇棠白路棠溪工业园1号
电话:0760-22625462 传真:0760-22623462
手机:13352835238
网址:www.jmtzjd.com
邮箱:gzjmtz@163.com

微信公众号